 +86 20 26211661
+86 20 26211661
+86 20 26211661


The SCR exhaust after-treatment of the diesel engine is effective in controlling emissions of carbon monoxide (CO), hydrocarbons (HC) and particles (PM) in the exhaust gas to meeting the requirements of the regulations. Then the high content of nitrogen oxides (NOX) in the exhaust exhaust of the engine is treated by a special on-board aftertreatment system.
At present, a variety of diesel exhaust aftertreatment technologies have been proposed and are in the state of development among which technologies such as oxidation catalytic (DOC), particulate filter (DPF), and NOx selective catalytic reduction (SCR) are expected to be put into practical use. Among them, Selective Catalytic Reduction (SCR) method, which can effectively suppress oxidation reaction while reducing NOx in exhaust gas and can achieve NOx conversion rate of 90% without reducing engine efficiency as well as with better fuel economy and high sulfur resistance. In order to meet Euro IV and Euro V emission standards, SCR technology has become the preferred NOx purification solution for medium and heavy-duty diesel engines and is increasingly accepted as the mainstream research direction for diesel exhaust NOx after-treatment.
During the aftertreatment process, the quantitative feeding unit will precisely inject the amount of AdBlue that matches the operating conditions of the engine into the exhaust pipe according to the instructions given by the engine electrical control unit and the ammonia and nitrogen oxides that are decomposed by AdBlue will produce harmless nitrogen (N2) and water (H2O) after a catalytic reduction reaction in the catalytic converter. It has been determined that the conversion rate of NOx in SCR exhaust aftertreatment system can usually reach more than 60%.
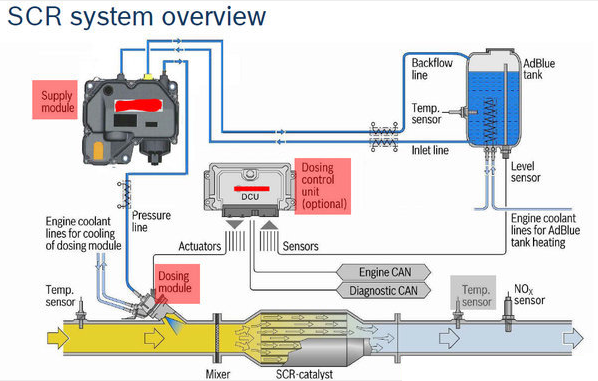
SCR exhaust aftertreatment system consists of catalytic converters, urea tank, AdBlue® supply units, nozzles, nitrogen oxide sensors, exhaust temperature sensors, ambient temperature sensors, pressure differential sensors, injection line lines, compressed air tanks, air filtration etc.
The urea tank with liquid level sensors and temperature sensors is used for the storage and supply of AdBlue®. A liquid level sensors and temperature sensor are mounted on the urea tank. The level sensor is used for system diagnostics, urea usage monitoring and low level alarms. The temperature sensor is used to monitor the temperature of the AdBlue® to determine if the heating device needs to be turned on or off to prevent the solution from freezing or overheating. The heating of the urea tank is mostly done by using the engine coolant and the control solenoid valve of the coolant line is controlled by the engine electronic control unit.
A compressed air tank is used to supply compressed air to the dosing unit. The compressed air is filtered through an air filter before entering the dosing unit. The dosing unit is the high precision component and core unit of the SCR exhaust aftertreatment system . Its microprocessor is controlled by the engine electronic control unit ECM to inject a quantity of AdBlue® that matches the amount of nitrogen oxides produced by the engine operating conditions into the exhaust pipe. During the feeding operation, the internal electric pump draws in the required amount of AdBlue® from the urea tank according to the instruction received by the microprocessor then AdBlue® is mixed with the compressed air and atomized into the injection line.
In order to ensure its normal operation, the unit also has self-degassing and self-cleaning functions. That is, the electric pump draws the AdBlue® from the urea tank at the maximum working flow and returns through the return pipe to remove the influence of the air present in the pipeline on the metering accuracy before each work, which is called a degassing process.
The compressed air is continuously supplied until the AdBlue® in the pipeline is blown clean after the electric pump stops working to prevent the residual crystals in the pipeline from clogging the pipeline and this process is called a cleaning process. There are two pipelines between the dosing unit and the urea tank, namely the supply pipe and the return pipe. The supply pipe is used for the supply of the feeding and AdBlue® in degassing processes and the return pipe is mainly used for the reflux of the AdBlue® during the degassing process.
In order to ensure the normal operation of the after-treatment system at a lower ambient temperature and prevent freezing of AdBlue® in the pipeline, the two pipelines adopt electric heating device to effectively protect the control relay of the electric heating device, which is also controlled by the ECU of the engine.
The nozzle is mounted in the exhaust pipe in front of the catalytic converter and connected to the volume feeding unit via the injection pipe. The main function is to spray the atomized AdBlue® evenly into the engine exhaust during feeding which will allow the AdBlue® to be more evenly distributed into the exhaust after the heat.
The catalyst is another core unit of the SCR exhaust aftertreatment system, which combines the functions of catalytic conversion and noise reduction. The interior consists of three independent of ammonia diffusers, catalytic converters and mufflers.
The main function of the diffuser is to distribute the ammonia evenly to the surface of the catalyst.
The process of catalytic reduction of nitrogen oxides and ammonia to ultimately produce harmless nitrogen and water is accomplished in a catalytic converter.
Catalysts also place special demands on fuels that must be used meet the specified low sulfur content .
If a high-sulfur fuel is used, the ammonia sulfide produced will contaminate the surface of the catalytic converter, which will reduce the conversion efficiency of the catalyst, especially at low temperatures. A temperature sensor is installed at the inlet and outlet of the catalyst to detect whether the catalyst reaches the required temperature to ensure the normal progress of the catalytic reduction reaction, and to determine the amount of urea to be injected. The minimum exhaust gas temperature required for the catalytic reduction reaction is 200 °C. A nitrogen oxide sensor is also installed on the catalyst to monitor whether the emission of nitrogen oxides in the exhaust gas after the catalyst treatment has achieved the desired effect.
EverBlue Chem have a professional after-sales maintenance team focus on troubleshooting and maintenance of SCR system. Since 2009 ,we start the AdBlue® industry meet the standard of ISO 22241, DIN 70070 as well as provide the product of AdBlue® production machine , AdBlue® filling machine , Technical grade urea and AdBlue® dispenser etc.
Please feel free to contact us if you have any doubt or wanna know more about AdBlue® and SCR system.




 online service
online service +86 20 26211661
+86 20 26211661 sammi@everblue.com.cn
sammi@everblue.com.cn Sammi Sun
Sammi Sun +86 137 1902 0590
+86 137 1902 0590


